-

Ceramic ferrule manufacturing process
The manufacturing process of ceramic ferrules involves several steps, including material preparation, molding, sintering, and polishing. The material used is typically zirconia, a type of ceramic that is known. With zirconia ceramic powder as a main material, an ethylene-vinyl acetate copolymer, an oleic acid, polymethacrylate, atactic polypropylene and paraffin are added in the mixing process, and thus the prepared zirconia ceramic ferrule is good in abrasive resistance, strong in ageing resistance. The ceramic ferrule manufacturing process is divided into two parts, namely blank manufacturing and precision machining. For standard products, please see the. Ceramic ferrule is a core component used in fiber optic connectors, usually made of high-purity zirconia ceramic material. Its main function is to fix the optical fiber and ensure the stability and accuracy of the optical fiber connector. Granulated nano-zirconia powder raw materials are granulated and then injected into a mold for sintering, with the blank produced being precision machined afterwards in order to meet strict performance.
[PDF Version]
-
Fiber Optic Ceramic Ferrule Outer Diameter Grinding Machine
This paper describes the development of a centerless grinding unit used for precisely processing ferrules, a key component of optical fiber connectors. In conventional processing procedure, the outer diameter of a ferrule is ground by employing a special machine . Ceramic ferrules and sleeves are often used in optical connectors, attenuators, fiber stubs, and other optoelectronics requiring low signal loss. Kyocera's extrusion molding process creates ferrules with excellent coaxiality, and our precision machining ensures excellent concentricity with precise. Shenzhen City Ming Kaifeng Technology Co. Each ferrule is defined by bore. They are made of zirconia ceramic, which offers the highest performance and durability of all ferrule material types.
-

International Standards for Ceramic Flanged Insertion Loss
ASTM E1130 Measurement of Insertion Loss Under Vibrational Loads is a standard that provides a comprehensive framework for testing the insertion loss (IL) of components when exposed to various vibrational conditions. This document specifies a test method for determination of the fracture resistance of monolithic ceramics at room temperature using the indentation fracture (IF) method. normally organizations, rnmental non-governmental, in liaison with ISO, also (IEC) take part Internation carried out a technical ISO coll b rates electrotechnical standardization. International Electrotechnical Commission in the work. This standard ensures that products meet specific requirements and specifications. Making lives easier, safer and better.
-

What is a black ceramic insert sleeve
These inserts are made with a black alumina ceramic on the cutting edges. Compared to carbide inserts, ceramic lasts longer in hardened-steel and cast iron tooling applications because it is chemically inert and has better heat resistance. Ceramic inserts have comparable wear resistance to cubic. KATO Tangless and tanged CoilThread inserts are helically-coiled fastening devices that provide permanent, wear-resistant threads, exceeding the strength of most parent materials. Among them, the inner sleeve is made of ceramic ring structure, used to contact with the shaft sleeve, the outer sleeve is metal material, used to connect with. Composition: An advanced Alumina/TiC black ceramic grade. Application: Great combination of toughness and wear resistance; used for machining alloy steels, tool steels, and stainless steels to 60 HRC (653 HB). 5mm solid sleeves and special size solid sleeve. They have a hardness of 2,100-2,500 HV (About 40% above carbide), which enables them to machine Hard Steel up to 55 HRC.
[PDF Version]
-
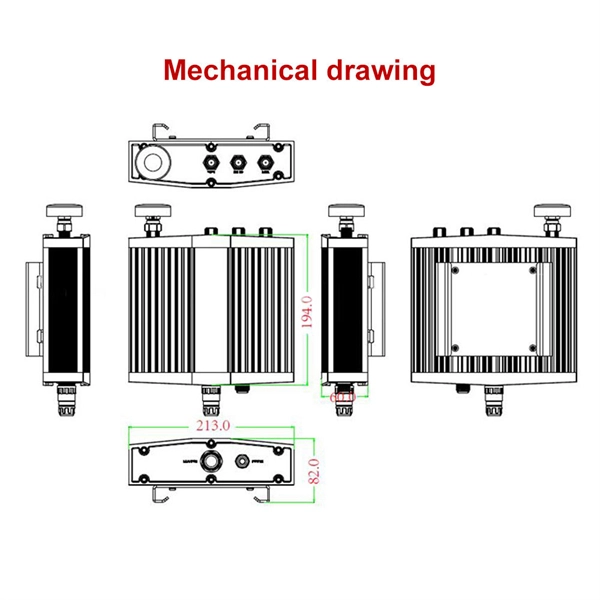
Welding the outer corner of the distribution box
This arrangement is common in box or frame constructions. These joints can be welded along the inside corner or the outside corner, and various types can be applied, such as fillet, bevel, J-groove, or edge welds (see Figure 2 below). Weld sequence and clamping. This Video shows tips and techniques for Tig Welding outside corner joints. Often a press brake or sheet metal brake is used to eliminate as many welds as possible but ultimately an outside corner weld or 2 or 3. In the manufacturing process of metal distribution boxes, welding constitutes a critical stage following sheet metal cutting and bending. This step ensures the structural integrity of the enclosure by securely joining individual panels into a cohesive unit. This type of welding is commonly used to join metal sheets together, as well as pipes and other tubular materials.
[PDF Version]
-

Spot welding of galvanized cable tray connections
Spot welding is one of the preferred methods for galvanized steel because it uses localized heat, which can help manage the impact of the zinc layer. However, to get a strong, durable weld, you'll need to account for the coating and make sure you're using the right settings. Spot welding works well. --------------------------------------------------------------------------------------------------------- WhatsApp: +86-13428033800 WeChat: CN-machine E-mail: frank_xu1990@yeah. A current is passed between two electrodes through multiple sheets of metal. Traditionally, there are two ways of fixing the above-mentioned elements to the steel structure, which are (i) welding and (ii) bolting (see Figure 2).
-

Welding of Optical Couplers
Direct and robust fiber bonding to glass micro-optics, such as GRIN lenses and lens arrays (MLA), can be performed by using a laser welding process. This allows the optical path to be free of adhesive, enabling the transmission of much higher optical power. A 2 or 3-beam vertical configuration laser microwelding cell utilizing a fiber-coupled Nd:YAG laser. Additional features include automatic alignment, device characterization, testing capabilities and sophisticated component tracking throughout the entire assembly process. The technology opens up a more reliable, faster. Laser–arc hybrid welding (LAHW) is an advanced welding technology that integrates both laser and arc heat sources within a single molten pool, achieving synergistic benefits that surpass the sum of their individual contributions. This method enhances the welding speed and depth of the fusion. Integrated photonics is a potential platform technology to enable miniaturization, scalability and cost-effectiveness for applications ranging from traditional optical communications and sensing to innovative quantum technologies.
[PDF Version]
-

Metal Cable Tray Welding Methods
Shielded Metal Arc Welding (SMAW): This is one of the most commonly used methods in heavy-duty welding projects due to its portability and versatility. The Cable Tray ng standards, performance standards, test standards and application in this document have been tested extens ompetent professional en completely installed, without damage either to conductors or. cable trays are equivalent. Cable ladder systems and cable tray systems shall be manufactured in accordance with BS EN 61537, channel support. Cable tray welding is essential for ensuring the structural stability of cable tray systems in industrial and commercial wiring setups. This process involves joining metal components to create a robust support system for electrical cables. Because stainless steel has excellent corrosion resistance. Search by Cooperative Patent Classifications (CPCs): These are commonly used to represent ideas in place of keywords, and can also be entered in a search term box. If you're searching for seat belts, you could also search for B60R22/00 to retrieve documents that mention safety belts or body.
[PDF Version]
-

Laser welding diode voltage
The voltage appears across the laser diode as a result of the current flowing through it. This parameter is defined as the light output intensity in the case that a specific current is applied to the device in the forward direction, and is typically expressed in units of W. This is shown on a graph as the. Even though no filler material is typically used for keyhole welding, the high temperatures of keyhole welding can vaporize volatile materials, producing a different composition in the fusion zone than in the base metal. Also, with hardenable steels, the rapid cooling generates fully martensitic. Amada Miyachi America, Inc.